
清空记录
历史记录
取消
清空记录
历史记录




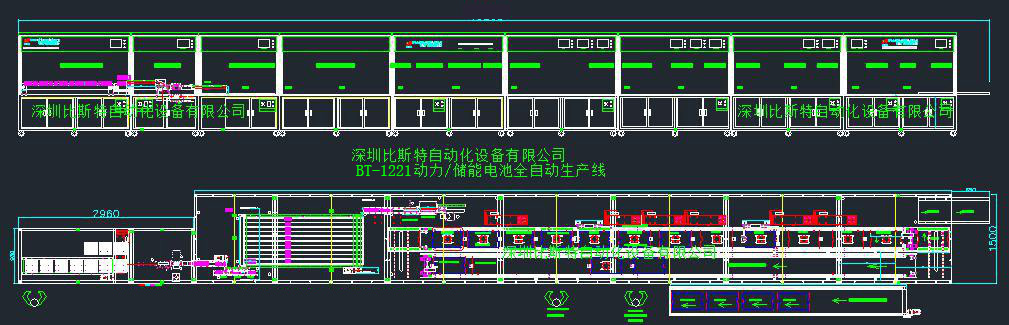
BT-1221 动力/储能电池组生产线
分享到微信
×
 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~
【规格型号】BT-1221-18650
【设备适用范围】主要在用于汽车电池模组.动力电池、储能电池及电动工具电池组及其他应用电池全自动化生产。
【设备操作】电池组从盒装电芯到焊接完成,只需要 3 名操作员作业,后段组装因工
艺差异,有些岗位无法采用机器作业,使用作业员数量有所不同。
【其他】可选配电芯扫码功能,邦定电芯数据入支架或组合电池,对电池的数据
做到可追朔,也可作为电芯 OCV 比对,挑选出不良品。
采用 4 轴雅马哈机器人自动入支架,性能稳定可靠。
采用海康威视系列 CCD 电芯正负极极性识别,确保电芯入支架没有极
性错误现象。
采用电芯分间距组合机构,合适电池的不同间距,解决了因间距不同而
开设多款治具
采用 2 套激光清洗电芯正负极表面污渍,确保焊接品质。
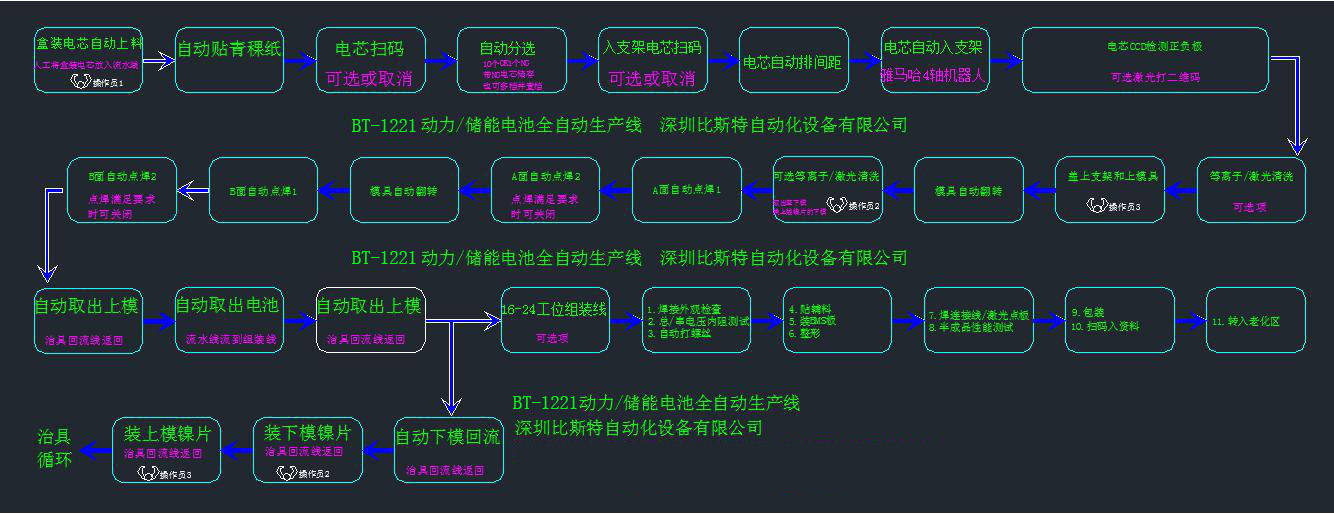
【设备支持功能】18650 全自动盒装电芯(10*10)自动上料→自动贴面垫→自动扫码→自动分选(10 档 OK,一档 NG)→自动电芯排序→自动扫码→机器人入支架→CCD 视觉正负极检测→激光清洗 A 面→模具翻转 1→A 面点焊1→A 面点焊 2→模具翻转 2→B 面点焊 2→B 面点焊 2→自动取出上盖→自动取出电池→电池半成品组装线(点焊外观检测→贴辅料→保护板连接→整形→综合性能测试等工位)。
【设备最大行程】X 轴方向 430MM,X 轴方向 270MM,以 20.5MM 间
距 X 轴方向 21 芯,X 轴方向 13 芯。
【生产效率】5000-6000PCS/H
设备组合简介
首单元
(1)电芯部分:18650 全自动盒装电芯(10*10)自动上料,一次性可 6盒(600PCS18650 电芯)
(2)自动贴面垫部分:自动扫码→自动分选部分(10 档 OK,一档 NG 档,可设置 2 个/3个/4 个/5 个为同档,增加电芯储存数量,每槽为 100PCS,两槽同档,则200PCS,3 槽同档,则 300PCS)
第二单元
自动扫码→自动分间距→机器人入支架→CCD 电池正负极检测→A面激光清洗(可选)→模具翻转 1→B 面激光清洗(可选)→A 面点焊 1→A 面点焊 2→模具翻转 2→B 面点焊 2→B 面点焊 2→自动取出上盖→自动取出电池→电池半成品循环组装线(点焊外观检测→贴辅料→保护板连接→整形→综合性能测试等工位)
第三单元
(1)倍速链模具载具循环线*1 条
(2)15 套点焊模具载具(L530*380MM)
(3)每个电池型号 15 套点焊模具上下盖板
(4)半成品电池输出流水线*1 条
(5)上模具载具回流流水线*1 条
第四单元
(1)倍速链组装循环线*1 条(L16.5*W1.3*H2 米)
(2)BT-2410A,24 串总/串电压内阻测试机*1 台(可选)
(3)双工位激光点焊*1 台(保护板与 B+B-检测线)
(4)BT-85V05C50F 电池组性能综合测试仪
第五单元
(1)MES 电子看板系统(主服务器一个,主显示屏 42 寸一个,SOP 分看板,每工位一个)
(2)静电消除器*2
(3)组装循环线静电环及静电报警器,每工位 1 套。
生产流程图:


分享到微信
×浏览器自带分享功能也很好用哦~
【规格型号】BT-1221-18650
【设备适用范围】主要在用于汽车电池模组.动力电池、储能电池及电动工具电池组及其他应用电池全自动化生产。
【设备操作】电池组从盒装电芯到焊接完成,只需要 3 名操作员作业,后段组装因工
艺差异,有些岗位无法采用机器作业,使用作业员数量有所不同。
【其他】可选配电芯扫码功能,邦定电芯数据入支架或组合电池,对电池的数据
做到可追朔,也可作为电芯 OCV 比对,挑选出不良品。
采用 4 轴雅马哈机器人自动入支架,性能稳定可靠。
采用海康威视系列 CCD 电芯正负极极性识别,确保电芯入支架没有极
性错误现象。
采用电芯分间距组合机构,合适电池的不同间距,解决了因间距不同而
开设多款治具
采用 2 套激光清洗电芯正负极表面污渍,确保焊接品质。
【设备支持功能】18650 全自动盒装电芯(10*10)自动上料→自动贴面垫→自动扫码→自动分选(10 档 OK,一档 NG)→自动电芯排序→自动扫码→机器人入支架→CCD 视觉正负极检测→激光清洗 A 面→模具翻转 1→A 面点焊1→A 面点焊 2→模具翻转 2→B 面点焊 2→B 面点焊 2→自动取出上盖→自动取出电池→电池半成品组装线(点焊外观检测→贴辅料→保护板连接→整形→综合性能测试等工位)。
【设备最大行程】X 轴方向 430MM,X 轴方向 270MM,以 20.5MM 间
距 X 轴方向 21 芯,X 轴方向 13 芯。
【生产效率】5000-6000PCS/H
设备组合简介
首单元
(1)电芯部分:18650 全自动盒装电芯(10*10)自动上料,一次性可 6盒(600PCS18650 电芯)
(2)自动贴面垫部分:自动扫码→自动分选部分(10 档 OK,一档 NG 档,可设置 2 个/3个/4 个/5 个为同档,增加电芯储存数量,每槽为 100PCS,两槽同档,则200PCS,3 槽同档,则 300PCS)
第二单元
自动扫码→自动分间距→机器人入支架→CCD 电池正负极检测→A面激光清洗(可选)→模具翻转 1→B 面激光清洗(可选)→A 面点焊 1→A 面点焊 2→模具翻转 2→B 面点焊 2→B 面点焊 2→自动取出上盖→自动取出电池→电池半成品循环组装线(点焊外观检测→贴辅料→保护板连接→整形→综合性能测试等工位)
第三单元
(1)倍速链模具载具循环线*1 条
(2)15 套点焊模具载具(L530*380MM)
(3)每个电池型号 15 套点焊模具上下盖板
(4)半成品电池输出流水线*1 条
(5)上模具载具回流流水线*1 条
第四单元
(1)倍速链组装循环线*1 条(L16.5*W1.3*H2 米)
(2)BT-2410A,24 串总/串电压内阻测试机*1 台(可选)
(3)双工位激光点焊*1 台(保护板与 B+B-检测线)
(4)BT-85V05C50F 电池组性能综合测试仪
第五单元
(1)MES 电子看板系统(主服务器一个,主显示屏 42 寸一个,SOP 分看板,每工位一个)
(2)静电消除器*2
(3)组装循环线静电环及静电报警器,每工位 1 套。
生产流程图:

在线留言
Online Message
相关产品
Related Products

